前 言
本标准按照 GB/T 1.1—2009 给出的规则起草。
本标准由国家档案局提出并归口。
本标准起草单位:国家档案局档案馆(室)业务指导司、青岛市档案局。
本标准主要起草人:许卿卿、丁德胜、杨来青、邹杰、张红、陶一鸣。
正 文
1 范围
本标准规定了纸质归档文件的装订材料、要求和方法。按照DA/T 22—2015整理的其他门类档案的纸质文件材料可以参照执行。
本标准适用于各级机关、团体、企事业单位和其他社会组织的纸质归档文件装订。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 398 棉本色纱线
GB/T 451.2 纸和纸板定量的测定
GB/T 451.3 纸和纸板厚度的测定
GB/T 455 纸和纸板撕裂度的测定
GB/T 1545 纸、纸板和纸浆 水抽提液酸度或碱度的测定
GB/T 3916 纺织品 卷装纱 单根纱线断裂强力和断裂伸长率的测定
GB/T 8693 纺织品 纱线的标示
GB/T 20878 不锈钢和耐热钢 牌号及化学成分
DA/T 25 档案修裱技术规范
QB/T 1151 订书钉
QB/T 1962 浆糊
3 术语和定义
下列术语和定义适用于本文件。
3.1 归档文件 archival document
立档单位在其职能活动中形成的、办理完毕、应作为文书档案保存的各种文件材料,包括纸质和电子文件材料。
[DA/T 22—2015,定义 3.1]
3.2 装订 binding
通过线装法、变形材料装订法、粘接法、封套法等方式,将归档文件以件为单位进行固定的过程。
3.3 线装法 sewing binding
将归档文件以三孔一线、直角或多孔一线等方式进行缝合的装订方法。
3.4 变形材料装订法 deformation material binding
将归档文件以不锈钢订书钉、不锈钢夹固定在一起的装订方法。
3.5 粘接法 adhesive binding
将归档文件以浆糊等粘合剂粘合在一起的装订方法。
3.6 封套法 envelope binding
用无酸纸制作成上方开口或上方、侧面开口的封套,将归档文件夹装其中的装订方法。
4 总则
4.1 稳定性原则
应对归档文件进行仔细检查和评估,制定适宜的装订方案。方案应考虑文件保管期限、文件纸张质量、文件厚度、纵横向、订口空白尺寸、原装订方式等因素。装订方案确定后,应保持相对稳定。
4.2 最小影响原则
装订应尽量减少对归档文件本身影响。应避免多次装订,原装订方式符合文件保管期限等相关要求的,应维持不变。
4.3 一致性原则
装订应有利于归档文件的保护和管理。相同期限的归档文件装订方式应尽量保持一致,不同期限的装订方式应相对统一。
4.4 安全简便原则
装订应牢固安全、简便实用、整洁美观。装订材料不能包含或产生可能损害归档文件的物质。
5 装订需求类型和装订方式选择
5.1 装订需求
根据归档文件保管期限和整理要求,归档文件装订需求分成 5 类:
a)类型 A:永久保管;
b)类型 B:定期30年保管,需要移交档案馆;
c)类型 C:定期30年保管,不需要移交档案馆;
d)类型 D:定期10年保管;
e)类型E:需永久或定期保管,但尚未完成整理、数字化工作,需要临时固定。
5.2 装订方式
5.2.1 归档文件装订一般采用线装法(T1直角装订、T2缝纫机轧边装订、T3三孔一线装订)、变形材料装订法(T4不锈钢订书钉装订、T5不锈钢夹装订)、粘接法(T6浆糊装订)、封套法(T7封套装订)4个类型7种方式。
5.2.2 归档文件装订不得使用回形针、大头针、燕尾夹、热熔胶、办公胶水、装订夹条、塑料封等可能对归档文件造成危害或固定效果不佳的装订方式。
5.3 装订方式选择
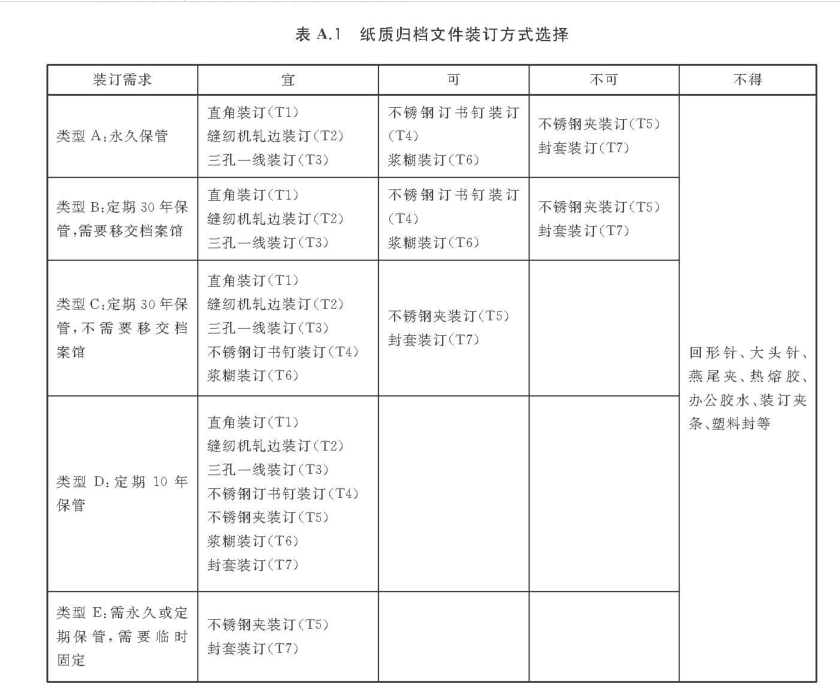
5.3.1 类型A对应装订方式:T1、T2、T3;T4、T6。具体来说:
a)永久保管的归档文件,宜采用线装法装订。归档文件页数较少的,采用手工进行直角装订(T1)或缝纫机轧边装订(T2),页数较厚的,采用三孔一线装订(T3)。
b)永久保管的归档文件,可采用不锈钢订书钉装订(T4)、浆糊装订(T6)。不锈钢订书钉、浆糊材质应满足归档文件永久保管的需要。页数较少的,采用不锈钢订书钉装订(T4)或浆糊装订(T6),页数较多的,采用不锈钢订书钉装订(T4)。
c)永久保管的归档文件,不可使用不锈钢夹装订(T5)、封套装订(T7)。
5.3.2 类型B装订方式和要求按照 5.3.1 执行。
5.3.3 类型C对应装订方式:T1、T2、T3、T4、T6;T5、T7。具体来说:
a)定期30年保管,不需要移交档案馆的归档文件,宜采用线装法装订。归档文件页数较少的,采用手工进行直角装订(T1)或缝纫机轧边装订(T2),页数较厚的,采用三孔一线装订(T3)。
b)定期30年保管,不需要移交档案馆的归档文件,可采用不锈钢订书钉装订(T4)、浆糊装订(T6),不锈钢订书钉、浆糊材质应满足归档文件长期保管的需要。页数较少的,采用不锈钢订书钉装订(T4)或浆糊装订(T6),页数较多的,采用不锈钢订书钉装订(T4)。
c)定期30年保管,不需要移交档案馆的归档文件,也可采用不锈钢夹装订(T5)、封套装订(T7)。
5.3.4 类型D对应装订方式:T1~T7。
定期10年保管的归档文件,可采用直角装订(T1)、缝纫机轧边装订(T2)、三孔一线装订(T3)、不锈钢订书钉装订(T4)、不锈钢夹装订(T5)、浆糊装订(T6)、封套装订(T7)任意一种方式装订。
5.3.5 类型E对应装订方式:T5、T7。
永久或定期保管,但尚未完成整理、数字化工作,需要临时固定的,宜采用不锈钢夹装订(T5)、封套装订(T7)(见附录A)。
6 装订材料
6.1 基本要求
用于装订的材料,无论是其自身还是通过与其它材料及环境之间的接触反应,不应包含或产生任何可能损害归档文件的物质。
6.2 棉纱线
6.2.1 线装法中的直角装订(T1)、缝纫机轧边装订(T2)、三孔一线装订(T3)均应采用棉纱线,棉纱线规格、质量、检测应按 GB/T 398的规定进行。
6.2.2 直角装订(T1)、缝纫机轧边装订(T2)、三孔一线装订(T3)用棉线的粗细应与R72texf4规格的棉线相当。线的断裂强度应不低于15N,棉线检测应按GB/T 3916和GB/T 8693的规定进行。
6.3 不锈钢订书钉
6.3.1 不锈钢订书钉产品质量要求(外形尺寸、钉面、钉脚、钉脚斜度、B、C、E种缺陷、粘牢度、外观、订纸性能、钉条枚数)、试验方法、检测规则应按照QB/T 1151执行。
6.3.2 不锈钢订书钉材质应选用S30408不锈钢,沿海地区应选用耐腐蚀性能更优的不锈钢。不锈钢规格、质量、检测应按照GB/T 20878执行。
6.4 不锈钢夹
不锈钢夹仅适用于需要临时固定的归档文件,符合行业产品质量要求即可。
6.5 浆糊
6.5.1 浆糊质量要求(游离甲醛限量、外观、pH、粘接性、防霉力、耐寒性)、试验方法、检测规则应按照QB/T 1962执行。
6.5.2 浆糊在满足6.5.1质量要求的基础上,还应符合DA/T 25的要求。
6.6 封套
6.6.1 封套用纸应轻薄、结实,材质选择对归档文件不应有负面影响或潜在负面影响。
6.6.2 纸张定量应在110g/㎡~160g/㎡之间,检测应按GB/T 451.2的规定进行。
6.6.3 纸张的pH值应大于等于6,检测应按GB/T 1545规定的冷抽提法进行。
6.6.4 纸张撕裂度应大于850 mN,检测应按GB/T 455的规定进行。
6.6.5 纸张单层紧度应在0.6g/cm³~1.0g/cm³之间,检测应按GB/T 451.3的规定进行。
7 装订要求
7.1 一般要求
7.1.1 归档文件装订前,应对不符合要求的文件材料进行修整。归档文件已破损的,应按照DA/T 25予以修复;字迹模糊或易退变的,应予复制。归档文件应按照保管期限要求去除易锈蚀、易氧化的金属或塑料装订用品。
7.1.2 装订要求牢固,做到文件不损页、不倒页、不压字。装订后文件平整。
7.2 T1 直角装订
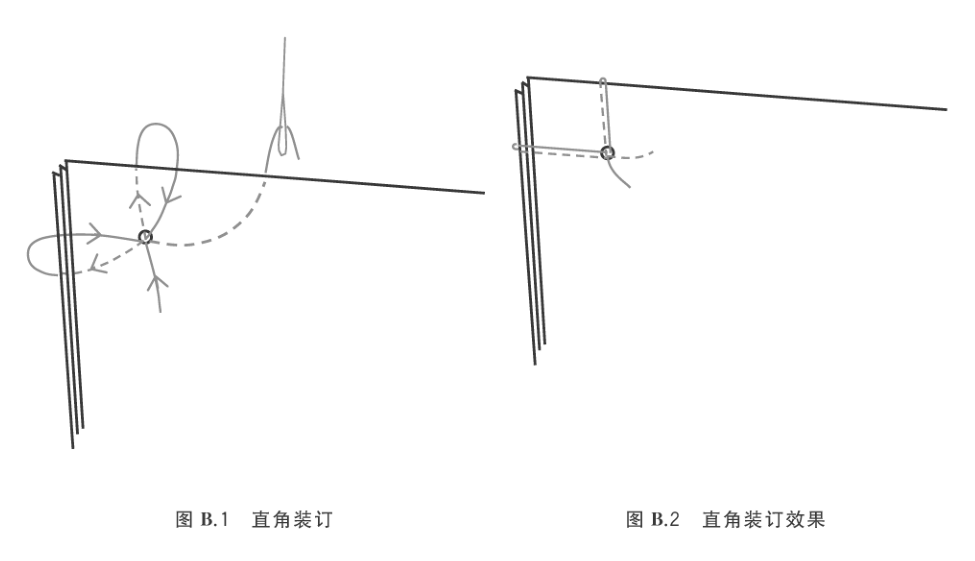
7.2.1 T1直角装订应距归档文件上边、侧边各2cm 处入针,先在上方环绕后再在侧面环绕(或在侧方环绕再在上方环绕),最后在上方(或侧方)绕半圈后与入针线头打结。打结可以选择在上方(侧方),也可以选择在入针处(见附录B图B.1)。缝线与归档文件结合紧密的,也可以不打结,但入针、出针处应保留1.5cm 左右的线头。
7.2.2 T1直角装订应选取较细缝线针,以双线为宜。拉紧打结后的缝线形成直角,与上方、侧方边缘形成正方形(见图 B.2)。
7.3 T2 缝纫机轧边装订
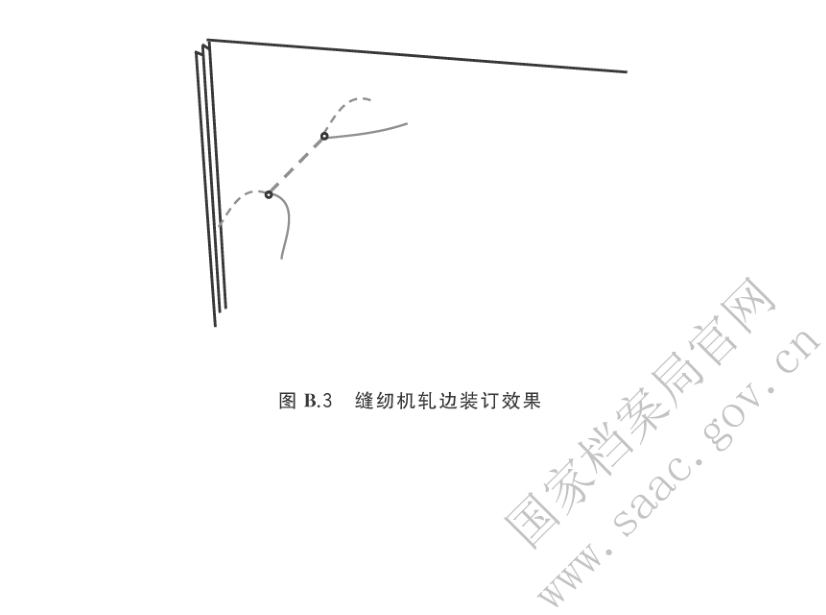
7.3.1 T2缝纫机轧边装订是用缝纫机在文件左上进行斜角装订(见图B.3),入针、出针位置以距版面左上角顶端2cm~3cm为宜。
7.3.2 T2缝纫机轧边装订应选用锁式缝合缝纫机,不得使用链式缝合缝纫机。
7.3.3 T2缝纫机轧边装订针脚距离应尽量加大,入针、出针处应保留1.5cm 左右的线头。
7.3.4 T2缝纫机轧边装订应避免文件缝合处形成断裂。
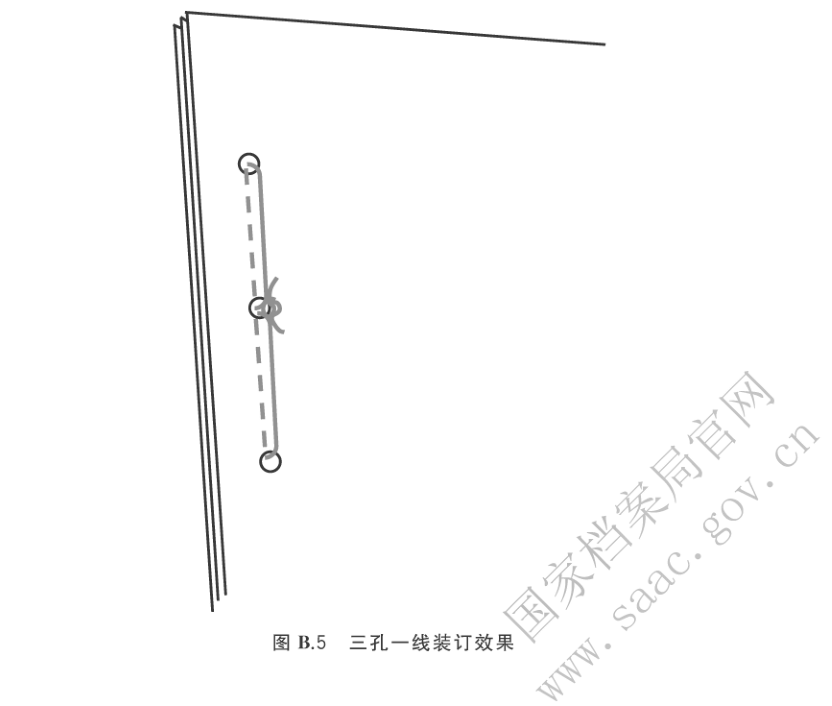
7.4 T3 三孔一线装订
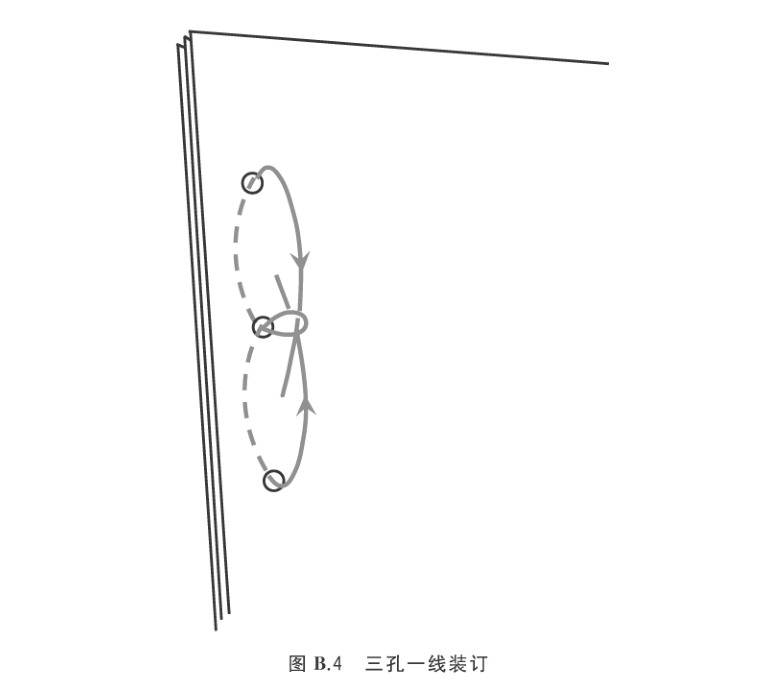
7.4.1 T3三孔一线装订是用锥子或三孔一线打孔机在文件左侧打孔后再穿线、打结的装订方式。
7.4.2 T3三孔一线装订采取挤压式打孔。打孔前先用夹子固定文件右侧,确定孔距后用锥子或三孔一线打孔机打孔。三孔之间的距离,竖版文件以8cm~10cm为宜,横版文件以6cm~8cm为宜。三孔与左侧距离不低于1.5cm。
7.4.3 穿线时,先将装订绳对折,将两个绳头并齐后从文件背面穿入中间孔,再将绳头分别向下穿入两边的孔中,并从由装订绳形成的圈中交叉穿过。用力拉紧两个绳头,使装订绳紧缚文件,再将两个绳头在中件孔处打结(见图 B.4)。
7.4.4 T3三孔一线装订在打结后应保留1.5cm左右的绳头,并在打结处用力压实(见图B.5)。
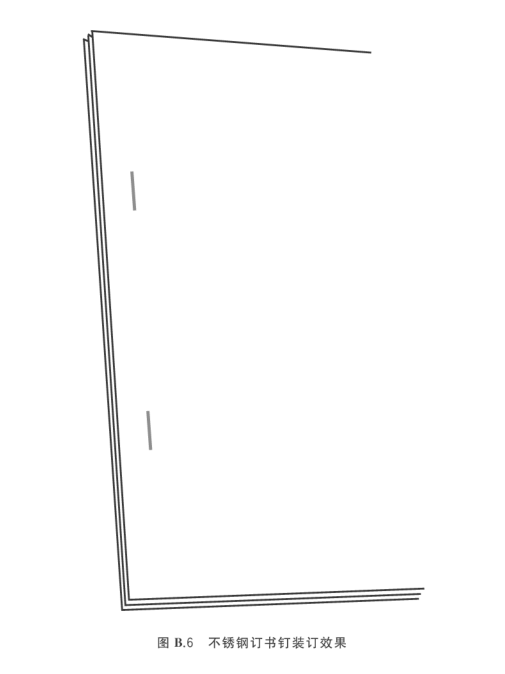
7.5 T4 不锈钢订书钉装订
7.5.1 T4不锈钢订书钉装订应在归档文件左侧两钉装订,订位为两钉外订眼距版面上下边缘各7cm为宜(见图 B.6)。
7.5.2 T4不锈钢订书钉装订应无坏钉、漏钉、重钉,钉脚平伏牢固,归档文件不掉页。
7.5.3 需要拆除不符合要求的订书钉再用不锈钢订书钉装订的,拆除时应尽量减轻对归档文件的损害,不锈钢订书钉的装订位置尽量与原订书钉保持一致。原装订位置不适宜继续装订的,不锈钢订书钉的装订位置可稍偏移。
7.5.4 T4 不锈钢订书钉装订在符合7.5.1~7.5.3 要求的前提下,应尽量减少重复装订次数,以尽量降低对纸张可能造成的危害。
7.6 T5 不锈钢夹装订
7.6.1 T5不锈钢夹应在归档文件上方或左侧一订装订,订位为不锈钢夹外缘距版面左上角顶端2cm~3cm为宜(见图 B.7、图 B.8)。
7.6.2 T5不锈钢夹装订时,不同文件的装订位置应错开,以方便装盒,节省保存空间。
7.7 T6 浆糊装订
7.7.1 T6浆糊装订采取左上角粘贴法,即在文件左上角涂抹浆糊进行装订。浆糊装订前应将浆糊调匀。
7.7.2 浆糊涂抹一般以离上方、侧方边缘2cm~2.5cm处为圆心,1cm为半径,涂抹的浆糊与上方、侧方应留有空白。浆糊涂抹时注意用量适宜,分布均匀。
7.7.3 T6 浆糊装订在粘贴后要压实、晾干,待完全干燥后再装盒。
7.8 T7 封套装订
T7封套装订是指将待装订的归档文件放入封套。文件放入后应保证文件平整,不能出现折、皱情况。
附 录 A
(规范性附录)
装订方式选择
装订方式选择如表A.1所示。
附 录 B
(资料性附录)
装订方法
装订方法如图 B.1-B.8 所示。

参 考 文 献
DA/T 22—2015 归档文件整理规则



